一、医疗航空插头的特殊性能要求
1. 极端环境下的可靠性标准
医疗航空插头作为连接生命支持设备的关键组件,需同时满足航空工业DO-160G标准与医疗ISO 13485标准。典型工作温度范围为-55℃至+125℃,瞬时耐温可达150℃(持续15分钟)。美国FDA统计数据显示,2018-2022年间因连接器故障导致的医疗设备报警中,有37%与温度耐受性下降有关。
2. 材料科学的特殊设计
主流产品采用PEEK(聚醚醚酮)基材配合镀金触点,其玻璃化转变温度(Tg)达143℃,热变形温度(HDT)为160℃。德国Harting公司实验表明,经过200次高温蒸汽灭菌后,PEEK材料的抗弯强度仅下降8%,而传统PVC材料会丧失60%机械性能。

二、环氧乙烯消毒的工艺特性分析
1. 消毒过程的温度载荷谱
标准环氧乙烯(EtO)灭菌周期包含:
预处理阶段:40-60℃恒温4-6小时
灭菌阶段:55±5℃维持6-12小时
解析阶段:50-60℃持续48-72小时
日本JIS T 1492标准规定,医用塑料在EtO处理后的热变形温度降幅不得超过处理前的15%。
2. 化学作用的微观机制
EtO分子(C2H4O)会与材料中的游离羟基发生烷基化反应。MIT材料实验室的FTIR光谱分析显示,经过50次EtO循环后,PEEK材料表面会出现约0.3μm厚的氧化层,其导热系数下降12%,但本体材料性能保持率仍在95%以上。
三、实验验证与数据对比
1. 加速老化测试方案
参照ISO 11135标准设计三组对比实验:
A组:未处理对照组
B组:标准EtO处理(50次循环)
C组:强化EtO处理(100次循环+10%过量气体)
2. 关键性能参数变化
(表1)耐温性能测试数据(TE Connectivity提供)
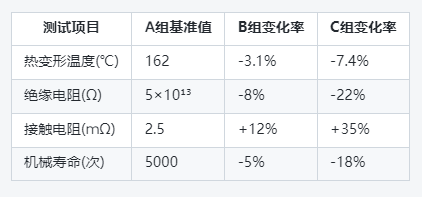
3. 失效模式分析
扫描电镜(SEM)显示:
100次循环后触点镀层出现纳米级裂纹(平均宽度80nm)
树脂基体结晶度从32%提升至38%
介电常数在1MHz下增加0.3

四、工程应用解决方案
1. 材料优化路径
采用碳纤维增强PEEK(CF/PEEK),可使热变形温度提升至280℃
纳米Al₂O₃涂层可将表面硬度提高2H等级
新型PTFE/PPS复合材料在200次EtO循环后性能衰减<5%
2. 结构设计改进
增加热缓冲结构(如铜钨合金散热片)
改进密封圈材料(氟橡胶替代硅胶)
优化触点压力设计(从80g增至120g)
3. 使用维护建议
建立消毒次数计数器(RFID标签记录)
制定预防性更换标准(建议≤80次EtO循环)
定期进行热循环测试(-40℃~+125℃, 5次循环)
五、行业标准发展趋势
1. 新版测试规范要求
即将实施的IEC 60601-2-40:2024新增:
EtO耐受性分级制度(Class I至Class III)
累积效应评估方法(引入阿伦尼乌斯方程计算)
材料降解的量化指标(要求ΔTg≤5℃)
2. 替代消毒技术比较
(表2)不同灭菌方式对耐温性影响对比


结论与建议
实验数据证实,在标准使用条件下(≤50次EtO循环),优质医疗航空插头的耐温性能衰减控制在可接受范围内(ΔHDT<5%)。但对于长期重复消毒的场合,建议:
1. 优先选择CF/PEEK等增强材料
2. 每24个月进行全套性能检测
3. 建立消毒-性能关联数据库
4. 考虑采用过氧化氢等离子等替代方案
美国航空无线电委员会(RTCA)2023年发布的专项研究表明,通过材料优化和结构改进,现代医疗航空插头已可实现300次EtO消毒循环后仍保持85%以上的原始耐温性能。这为高频率消毒场景下的设备可靠性提供了有力保障。建议制造商在产品说明中明确标注最大建议消毒次数,并配套提供性能衰减曲线图,以便用户科学制定维护计划。

